
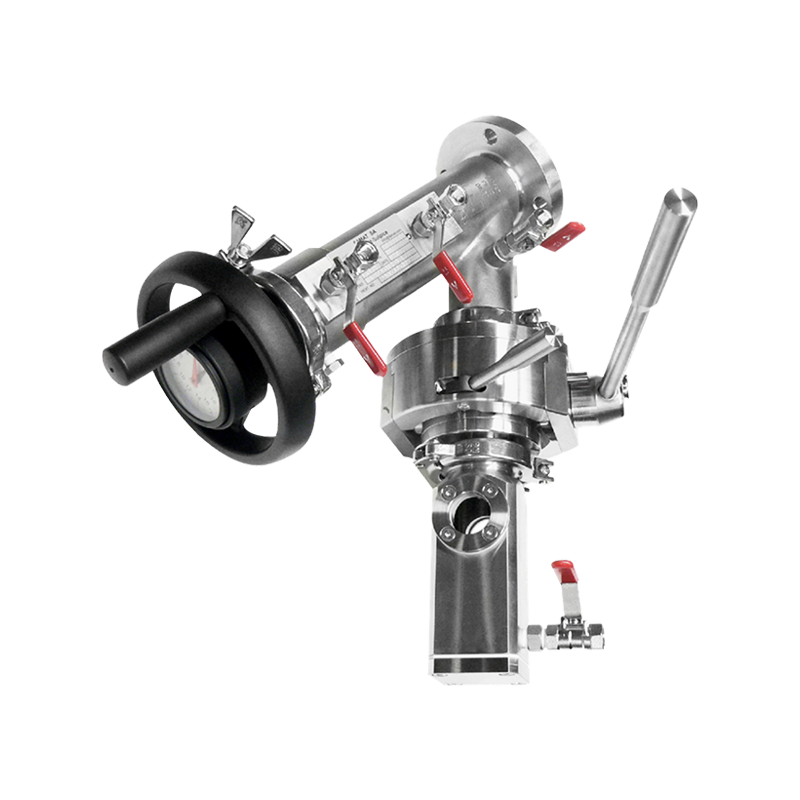









空気圧ダイヤフラムバルブのコンポーネントと動作を理解する
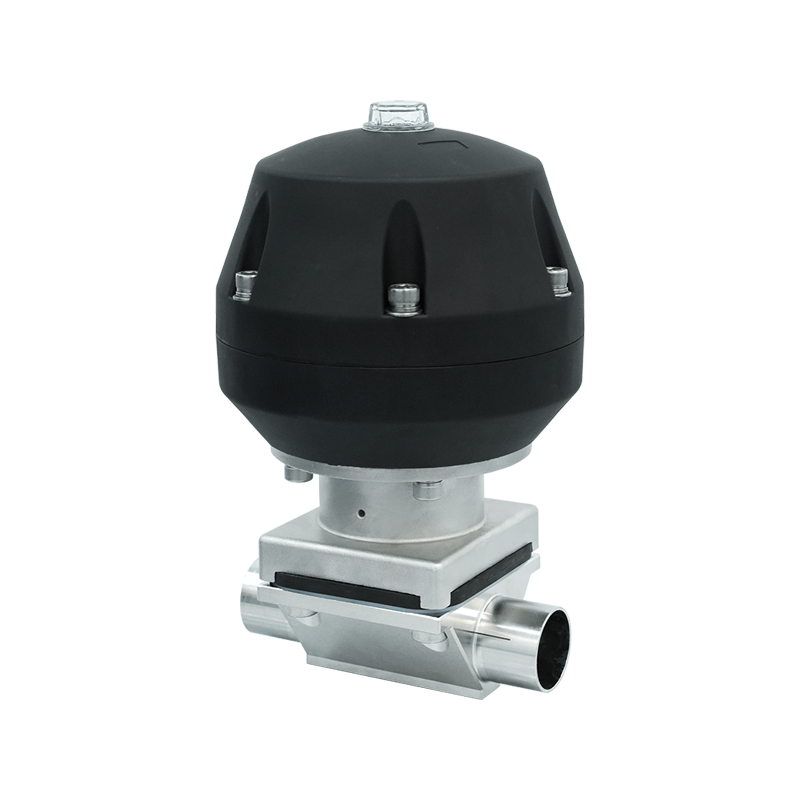
空気圧ダイヤフラムバルブ バルブ本体を通る流体の流れを制御する柔軟なダイヤフラムに作用する圧縮空気の圧力によって動作し、さまざまな産業用途で正確な制御と信頼性の高い遮断を実現します。基本的な設計では、エラストマーまたは PTFE ダイヤフラムを介してプロセス媒体を作動機構から分離し、内部コンポーネントを腐食性または研磨性物質から保護しながら、敏感な流体の汚染を防ぎます。この絶縁特性により、空気圧ダイヤフラム バルブは、製品の純度や汚染防止が重要な運用要件となる医薬品製造、食品加工、化学薬品の取り扱い、および半導体製造において特に価値があります。
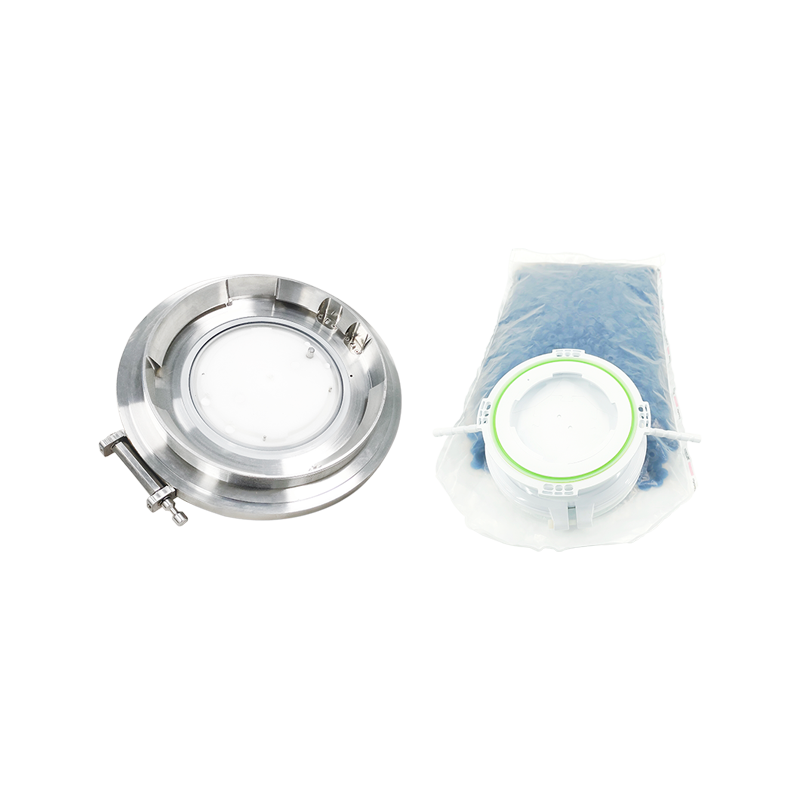
バルブ本体には、流路とダイヤフラムシートが収容されており、通常はステンレス鋼、PVC、PVDF、またはプロセス流体との化学的適合性や動作温度要件に基づいて選択されたその他の材料で作られています。ダイヤフラム自体がバルブ本体とボンネットアセンブリの間にクランプされ、アクチュエータチャンバへの流体の移動を防止するシールを形成し、コンプレッサーまたはステムが空気圧アクチュエータからダイヤフラムに作動力を伝達できるようにします。ダイアフラムの材料選択は重要であることが判明しており、一般的な水道用途には EPDM、耐薬品性にはバイトン、化学的適合性を高めるには PTFE、高温用途や特定の化学薬品にさらされる場合には特殊な化合物などのオプションがあります。
空気圧アクチュエータは、圧縮空気の圧力をバルブを開閉する機械的な力に変換します。アクチュエータのサイズは、流体圧力、ダイヤフラムの剛性、およびバルブの動作に影響を与えるプロセス条件に打ち勝つために必要なステム力によって決まります。リニア アクチュエータは、空気圧を変化させることで比例制御を行い、ダイアフラムを全開と全閉の間の中間点に配置し、自動プロセス制御システムでの正確な流量制御を可能にします。スプリングリターンアクチュエータには、空気圧損失時にバルブを所定の安全位置に自動的に駆動する内部スプリングが組み込まれており、緊急停止システムや予測可能な故障モード動作が必要なアプリケーションに不可欠なフェールセーフ動作を提供します。
設置前の計画と設置場所の準備
空気圧ダイヤフラムバルブの設置を成功させるには、配管構成、アクチュエータへのアクセスのしやすさ、計器の空気要件、設置場所の環境条件に対処する包括的な計画から始まります。プロセスおよび計装図をレビューして、指定されたバルブのサイズ、圧力定格、材料構造、および作動要件が実際の用途条件と一致していることを確認し、選択したバルブが通常および異常状態で予想される最大動作圧力、極端な温度、および化学物質への曝露に対処できることを確認します。互換性のないバルブを取り付けると、安全上の危険、操作上の問題、および潜在的な機器の損傷が生じるため、仕様と現場条件の不一致は、設置を進める前に解決する必要があります。

配管の位置合わせとサポートの要件は、配管の位置合わせがずれているとバルブ本体に機械的ストレスを与え、漏れ、早期故障、または操作上の困難を引き起こす可能性があるため、設置前の計画中に注意が必要です。配管システムには、バルブの位置の両側に適切なサポートが含まれており、バルブがバルブ本体や接続部に応力を引き起こすパイプの重量を支えないようにする必要があります。上流および下流の配管がバルブと同じ公称サイズに従っていることを確認するか、バルブの位置付近でサイズの変更が発生する場合は適切な減速機が利用可能であることを確認してください。バルブ接続を締めすぎて配管の位置のずれを補おうとすると、応力集中が生じ、特に PVC やガラス張りのコンポーネントなどの脆い材料の場合、バルブ本体に亀裂が生じます。
計器用空気供給要件には、空気圧アクチュエータを耐用年数を通じて確実に動作させるための適切な圧力、流量、空気品質の検証が含まれます。標準的な空気圧アクチュエータは通常、アクチュエータの設計とバルブ サイズに応じて 1 平方インチあたり 40 ~ 100 ポンドの空気圧を必要とし、供給圧力の変動にもかかわらず信頼性の高い動作を保証するために、空気供給システムは最小アクチュエータ要件を少なくとも 20 パーセント上回る圧力を維持します。空気品質仕様では一般に、濾過および乾燥装置による水分、油、微粒子の除去が義務付けられており、汚染された空気供給によるアクチュエータの腐食、シールの劣化、および動作上の問題が防止されます。バルブ位置の近くに専用のフィルターレギュレーターユニットを設置すると、そのバルブの要件に合わせた局所的な空調と圧力調整が提供されます。
インストール前のチェックリスト
- パッケージから取り出したり取り付けの準備をしたりする前に、バルブの仕様がサイズ、圧力定格、材料の適合性、端接続タイプなどのプロセス要件と一致していることを確認してください。
- バルブとアクチュエーターにへこみ、亀裂、または曲がったコンポーネントなどの輸送時の損傷がないか検査し、ポジショナー、リミットスイッチ、ソレノイドバルブなどのすべての付属品が存在し、損傷がないことを確認します。
- 配管が清潔で、適切にサポートされ、許容範囲内で位置合わせされており、ガスケットの表面にシールを損なう可能性のある破片、損傷、凹凸がないことを確認します。
- 適切なろ過、調整、水分除去装置が設置され、適切に機能していることにより、計器用空気供給が圧力、流量、品質の要件を満たしていることを確認します。
- アクチュエータの動作、ダイアフラムとボンネットアセンブリへのメンテナンスアクセス、および将来の摩耗コンポーネントの交換のために、大規模な配管を分解せずに適切なクリアランスが存在することを確認します。
バルブ本体の取付け・接続手順
ほとんどのダイヤフラム バルブは、バルブ本体に鋳造または刻印された流れ方向の矢印によって示される特定の取り付け位置に合わせて設計されており、適切なバルブの向きにより最適な性能が保証され、操作上の問題が防止されます。バルブを逆向きに取り付けると、ダイヤフラムを横切る意図した流れのパターンが逆になり、早期の摩耗、遮断能力の低下、または絞り用途での制御の不安定性を引き起こす可能性があります。アクチュエータの向きも考慮する必要があり、空気圧アクチュエータは通常、アクチュエータ チャンバ内の湿気の蓄積を防ぎ、動作中に形成される結露を適切に排出できるようにバルブ本体の上に垂直に取り付けられます。
フランジ付きダイヤフラム バルブのフランジ接続の取り付けには、バルブ本体に過剰な応力を加えることなく、フランジの全周にわたって均一な圧縮を生み出すためのガスケットの慎重な選択、ボルトの締め付け順序、およびトルク制御が必要です。プロセス流体とフランジ面材の両方に適合するガスケットを選択してください。プラスチックまたはガラスライニングのバルブ本体には、隆起面に応力が集中するのではなく、フランジ面全体にボルト荷重を分散させるための全面ガスケットが推奨されます。最初にフランジ ボルトを指で締めて取り付け、次に反対側のボルトから徐々に隣接する留め具に向かって星形パターンでトルクを加え、フランジの材質と定格に適した指定された最終値に達するまで、徐々にトルクを増加させながら複数の締め付けパスを完了します。
ねじ接続の取り付けには、プロセスの流れを汚染したり将来の分解を困難にしたりすることなく漏れを防ぐねじシーラントまたはテープの貼り付けが必要です。 PTFE テープまたは適切なねじシーラントを雄ねじにのみ適用し、テープをねじから解くのではなく、締め付け動作によって圧縮される方向にテープを巻き付けます。ねじのかみ合わせは手で簡単に始めることができ、ねじ山が交差している、ねじが損傷している、または異物があることを示す抵抗があるため、レンチを使用する前に修正が必要です。ねじ接続部は、平坦部に完全にかみ合う適切なサイズのレンチを使用して、推奨トルク値で締め付けてください。過度または不適切な力の分散によってバルブ本体を損傷したり、接続ねじ部を変形させたりする可能性のある調節可能なレンチやパイプレンチは避けてください。
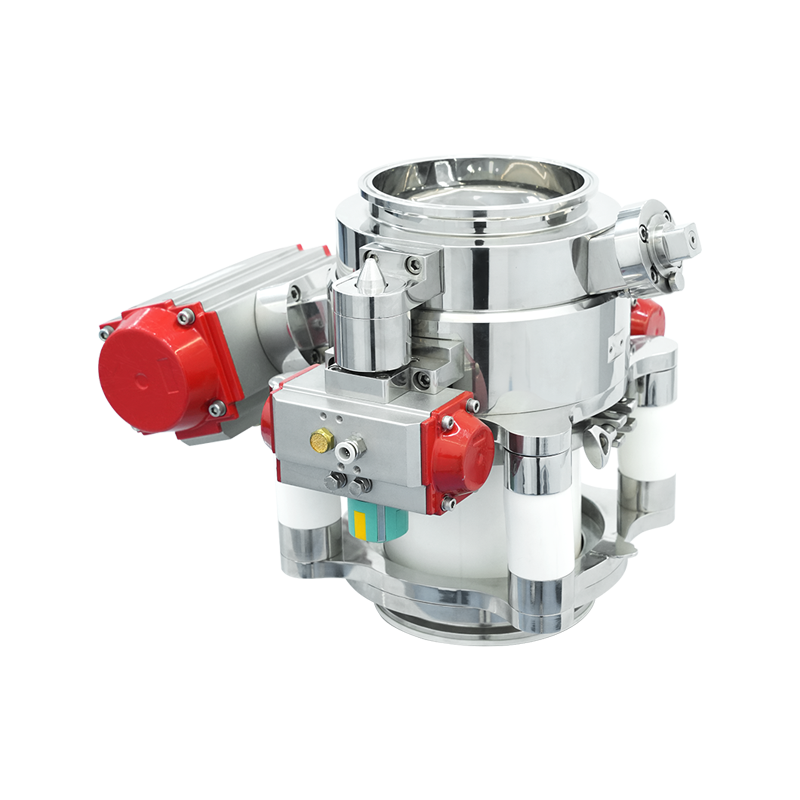
空気圧アクチュエータの取り付けとエアラインの接続
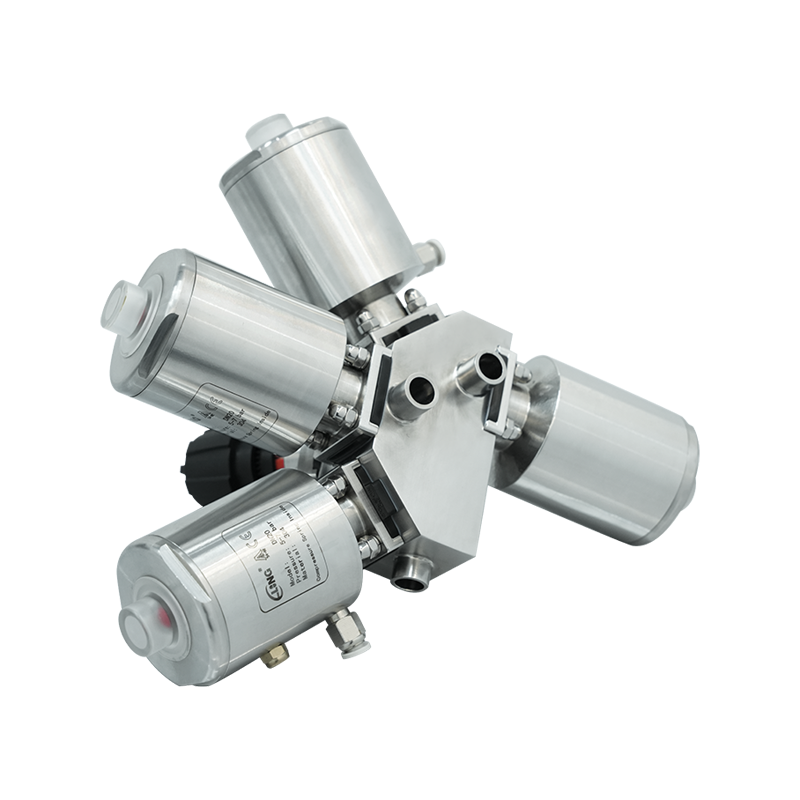
アクチュエータをバルブ ボンネットに取り付けるには、アクチュエータ ステムとバルブ コンプレッサーまたはダイヤフラム プレートとの間の適切な位置合わせを検証し、バインディングや早期摩耗の原因となる側面荷重なしで力の伝達が同心円状に行われることを確認する必要があります。ほとんどの空気圧ダイヤフラム バルブは、VDI/VDE 3845 や ISO 5211 などの業界標準に準拠した標準化されたアクチュエータ取り付けパターンを利用しており、異なるメーカーのアクチュエータ間での互換性が可能です。ただし、互換性があると思われるコンポーネント間の寸法のばらつきにより、物理的な取り付けが成功した場合でも、適切な組み立てが妨げられたり、操作上の問題が発生したりする可能性があるため、取り付けを試みる前に、取り付けボルト穴のパターン、ステム接続、および全体の寸法が一致していることを確認してください。
アクチュエータをバルブに固定するには、取り付けボルトを指定のトルク値で十字パターンの順序で締めることが必要となり、クランプ力が取り付けフランジの周囲に均一に分散されます。締め付けが不十分だと、アクチュエータとバルブの間が動き、取り付け面に損傷を与え、位置合わせの問題が発生します。一方、締めすぎると、プラスチック製のバルブボンネットに亀裂が入ったり、金属コンポーネントの取り付けフランジが変形したりする可能性があります。ほとんどのメーカーは、取り付け説明書で取り付けボルトのトルクを指定していますが、その値はボルトのサイズ、材質、取り付けられる特定のバルブとアクチュエーターの組み合わせによって異なります。特定のトルク仕様がない場合は、使用するボルトのグレードとサイズに応じた標準トルク値を適用し、金属アセンブリよりも低い応力に耐えられるプラスチック部品には特に注意してください。
アクチュエータへのエアライン接続には、漏れを防ぎ、メンテナンスやアクチュエータの交換のために将来の取り外しを可能にする、適切なフィッティング、チューブ材料、および接続方法が必要です。アクチュエータのポート接続に適切なサイズのプラスチックまたはナイロンのチューブは、よじれや流れの制限に耐えながら、アクチュエータのわずかな動きに対応する柔軟な接続を提供します。プッシュ接続継手は、ネジ山シーラントや特別な工具を必要とせずに、迅速かつ信頼性の高い接続を可能にしますが、漏れのない性能には適切なチューブの切断および挿入技術が不可欠であることが証明されています。チューブの端を変形させることなく、直角できれいな切り口が得られる適切なカッターでチューブを切断し、内部のストッパーに突き当たるまでチューブをフィッティングに完全に挿入し、フィッティングのカラーを解放せずにチューブを引っ張って解放してみて、しっかりと係合していることを確認します。
制御空気システムの統合とテスト
空気供給ラインにフィルタレギュレータを取り付けると、バルブアクチュエータの要件に合わせた局所的な空調と圧力制御が提供され、供給圧力の変動が補償され、アクチュエータの性能を損なう可能性のある汚染物質が除去されます。フィルターとレギュレーターのアセンブリをアクセスしやすい場所に取り付けると、大規模な分解や隣接する機器の作業の中断を必要とせずに、フィルターエレメントの交換や凝縮水の排水が簡単に行えます。適切な凝縮水の排水と汚染物質の沈降を促進するために、製造元の指示に従ってフィルターレギュレーターの向きを設定します。通常はフィルターボウルを下にして垂直にします。アクチュエータの最小要件を約 10% 上回る圧力を供給するようにレギュレータを調整し、過剰な圧力によるアクチュエータへの不要なストレスを回避しながら適切な動作マージンを確保します。
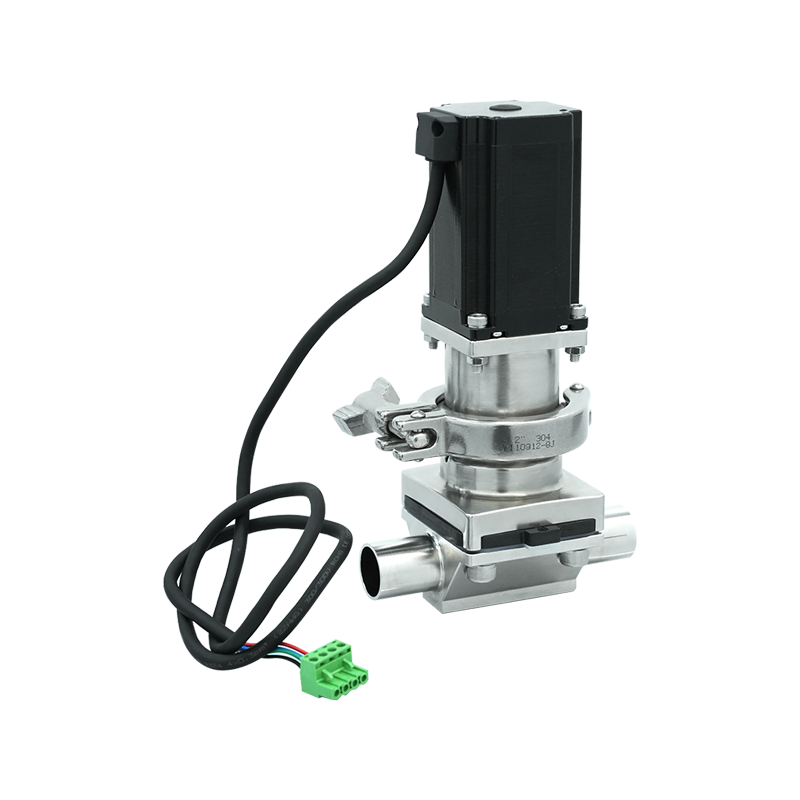
自動バルブ制御用のソレノイドバルブの設置には、制御信号に応じた信頼性の高いバルブ作動を保証するために、適切な電圧検証、電気接続の完全性、および機能テストが必要です。ソレノイド バルブの電圧定格が利用可能な電源と一致していることを確認し、AC 電圧または DC 電圧が必要かどうか、および電圧の大きさが許容範囲内にあることを確認します。ソレノイドバルブはメーカーが推奨する向きで取り付けてください。通常はコイルを上にして湿気の蓄積を防ぎ、適切な通気を可能にします。電気接続には、環境保護定格を維持しながら、振動や不用意な引っ張り力によるワイヤの損傷を防ぐストレイン リリーフを提供する、適切な電線管、ケーブル グランド、またはコード グリップを使用する必要があります。
バルブ位置インジケーターまたはリミット スイッチは、制御システムのモニタリングおよびインターロック機能のバルブ位置を確認するフィードバックを提供するため、試運転中に適切な取り付け、調整、検証が必要になります。機械式リミット スイッチは通常、アクチュエータ ステムに取り付けられたカムまたはターゲットと係合するようにスイッチ アクチュエータを位置決めするブラケットを使用してアクチュエータに取り付けられ、所定のバルブ移動点で最終的な位置信号を生成します。希望のバルブ位置 (通常は 2 ポジション バルブの場合は全開と全閉) で正確にトリガーするようにリミット スイッチを調整し、スイッチの状態の変化を観察しながら全範囲にわたって手動でバルブをストロークすることで適切に動作することを確認します。リミット スイッチへの電気接続では、設置場所に適した配線、張力緩和、環境保護に注意する必要があります。
空気圧システムの接続構成
| コンポーネント | 場所 | 目的 | 調整が必要です |
| フィルターレギュレーター | バルブ位置付近 | 空調と圧力制御 | アクチュエータ要件に設定 |
| 電磁弁 | レギュレーターとアクチュエーターの間 | 自動制御作動 | 通常はなし |
| ポジショナー | アクチュエーターに装着 | 比例制御位置決め | 校正が必要です |
| 手動オペレーター | アクチュエーターに付属 | 緊急手動オーバーライド | エンゲージメントを確認する |
| クイックエキゾーストバルブ | アクチュエータポートにて | 急速なバルブ閉鎖 | なし |
試運転手順と機能テスト
プロセス流体を使用しない初期ストロークテストでは、潜在的に危険な物質をシステムに導入する前に、機械的動作、アクチュエータの性能、結合や干渉がないことを検証します。アクチュエータの動きを観察しながら、干渉や位置ずれを示す異常な音を聞き、全閉位置から全開位置までの全範囲でスムーズに移動することを確認しながら、計器に空気を徐々に加えます。スプリングリターンアクチュエータの場合は、空気圧を除去し、バルブが予想される時間枠内で所定の安全位置に移動することを確認することで、適切なフェールセーフ動作を検証します。圧力テストに進む前に、ストロークテストを複数回繰り返して断続的な問題を特定し、一貫した再現可能な動作を確認します。
シート漏れ試験は、製品の無駄を防ぎ、プロセス制御を維持し、安全システムの信頼性を確保するために厳密な遮断が必要なアプリケーションにとって重要なバルブ遮断能力を判定します。標準的なシート漏れテストでは、バルブを閉じた状態で上流側からバルブに圧力を加え、指定された期間にわたる下流側の漏れ流量または圧力低下を測定します。テスト圧力は通常、最大動作圧力またはその指定されたパーセンテージに等しく、アプリケーション要件と、一般的な用途のクラス I から重要な用途での検出可能な最小限の漏れのクラス VI までの複数のクラスにわたるバルブ遮断能力を分類する ANSI/FCI 70-2 などの業界規格およびアプリケーション要件によって定義される許容漏れ率となります。
制御システム統合テストでは、バルブを通常の使用に移す前に、制御信号に対するバルブの適切な応答を検証し、正しいフェールセーフ動作を確認し、インターロック機能を検証します。自動開閉弁の場合は、電磁弁の通電に応じて適切に開閉すること、動作速度を確認すること、全開位置と全閉位置までの完全な移動を確認することを確認します。比例制御バルブでは、ポジショナまたは電流 - 圧力変換器の校正が必要で、バルブ位置が動作範囲全体にわたって制御信号を正確に追跡するまでゼロおよびスパン設定を調整します。バルブの閉鎖を引き起こす異常状態をシミュレートすることでインターロック機能をテストし、バルブがプロセスの逸脱や安全システムの故障を防ぐために必要な時間枠内で適切に応答することを検証します。
一般的なインストールの問題と修正措置
アクチュエータの固着や動作の鈍さは、通常、アクチュエータ ステムとバルブ コンプレッサ間の位置ずれ、アクチュエータ チャンバ内の汚れ、または動作力に打ち勝つための不十分な空気圧を示します。取り付けボルトを少し緩めてアクチュエータの取り付け位置を確認し、動作が改善するかどうかを確認します。これは、不適切な取り付けにより拘束荷重が生じたことを示します。アクチュエータを取り外し、内部コンポーネントに汚れ、腐食、または洗浄または交換が必要な損傷がないか検査します。動作条件下でアクチュエータの実際の空気供給圧力を測定し、必要なアクチュエータ圧力の供給を妨げる過大なチューブ、制限的なフィッティング、または不適切なフィルタ レギュレータの容量による圧力降下を特定します。
バルブ本体接続部の外部漏れは、ガスケットの取り付けが不適切、ボルトのトルクが不十分、シール面が損傷している、またはプロセス流体と接触して劣化した不適合なガスケット材料を示唆しています。適切な順序とトルク値を使用してフランジ ボルトを締め直し、フランジの周囲全体が均一に圧縮されていることを確認します。漏れが続く場合は、接続を分解してガスケットの状態を検査し、損傷または劣化したガスケットをプロセス流体との互換性が確認された適切な材料と交換します。フランジのシール面に、ガスケットの適切な圧縮を妨げる傷、えぐり、歪みがないかどうかを検査し、シール機能を回復するために必要に応じて損傷したコンポーネントを再仕上げまたは交換します。
許容限度を超える過度のシート漏れは、ダイアフラムの損傷、異物による完全な閉鎖の妨げ、アクチュエータのサイジングが不適切、またはプロセス圧力に耐えるシール力が不十分であることを示しています。ダイヤフラムに、バルブ本体への適切な装着を妨げる切り傷、裂け目、または永久変形がないかどうかを検査します。完全な閉鎖を妨げているシート領域に詰まった異物をすべて除去し、再発を防ぐために濾過またはスクリーニングが必要な破片源がないか上流の配管を検査します。アクチュエータのサイジング計算を検証し、特に高圧用途や、かなりの閉鎖力を必要とする大きなダイヤフラム領域を備えたバルブの場合、シート圧力に抗してダイヤフラムを圧縮するのに適切な力が生成されることを確認します。
文書化と保守計画
包括的な設置文書には、バルブ仕様、設置構成、試運転テスト結果の詳細な記録など、トラブルシューティング、メンテナンス計画、将来の変更に必要な情報が含まれています。バルブのタグ番号、サイズ、圧力定格、材料構造、およびバルブ本体とアクチュエーターの両方の特定のモデル番号を文書化し、プロセスおよび計装図と機器データベースへの相互参照を作成します。配管接続、アクチュエータの方向、付属品、およびクリアランスを示す設置済みのバルブを複数の角度から写真に収め、メンテナンス活動を計画したり、操作上の問題をリモートで調査したりするときに役立つ視覚的な記録を提供します。
予防保守スケジュールでは、メーカーの推奨事項と運用経験に基づいて、ダイヤフラムの交換間隔、アクチュエータの保守要件、エア フィルタ エレメントの交換、および定期的な性能テストに対処する必要があります。ダイヤフラムは空気圧ダイヤフラム バルブの主要な摩耗部品であり、動作サイクル、プロセス流体の攻撃性、観察された漏れや性能低下に基づいて定期的な交換が必要です。アクチュエータのメンテナンスには、可動部品の潤滑、シールと O リングの検査、スプリング リターン設計のスプリング張力の検証が含まれます。メンテナンス間隔は、軽負荷用途の年次検査から、過酷な使用条件にさらされているバルブや計画外の故障が許容される重要な用途の四半期ごとの保守まで多岐にわたります。
スペアパーツの在庫計画には、各バルブの取り付けに合わせたサイズのダイアフラム、完全なアクチュエータ再構築キット、およびソレノイドバルブコイル、ポジショナーコンポーネント、リミットスイッチなどの一般的に故障する付属品を含める必要があります。適切なスペアを維持することで、事後メンテナンス中のダウンタイムを最小限に抑えながら、障害が発生して運用が中断される前に摩耗コンポーネントを事前に交換できるようになります。ダウンタイムの延長により許容できない生産損失や安全上のリスクが生じる重要な用途では、完全な予備バルブ アセンブリを維持することを検討してください。これにより、故障したバルブを迅速に交換できる一方で、品質を損なう時間的プレッシャーなしにオフラインで修理を進めることができます。
インストール後の検証手順
- すべてのボルト接続が文書化された適切な締め付け順序で指定されたトルク値を達成していることを確認し、動作圧力での漏れテストによって接続の完全性が確認されていることを確認します。
- 通常の動作条件下で全開位置から全閉位置まで完全に移動するのに必要な時間を測定することにより、アクチュエータのストローク時間が仕様を満たしていることを確認します。
- 測定された漏れ率を、指定された要件およびバルブ分類の業界標準と比較したシート漏れテスト結果を文書化します。
- 空気圧を除去し、必要な時間枠内で拘束やためらうことなく、バルブが所定の安全位置まで適切に移動することを確認することにより、フェールセーフ動作をテストします。
- 通常動作を開始する前に、包括的な機能テストを通じて、信号応答、位置指示精度、インターロック機能の動作を含む制御システムの統合を検証します。
- 写真、テスト記録、構成データ、施設保守管理システムに組み込むための保守要件を含む完全な設置文書
















{kind=link}